ຫຸ່ນຍົນເຊື່ອມ MIG MAG 6 ແກນ ຂະໜາດ 1500 ມມ ພ້ອມເຄື່ອງເຊື່ອມ





ລັກສະນະ
-ແຂນຫຸ່ນຍົນ:
- ຂະບວນການຫລໍ່ຫລອມ, ແຂນອາລູມີນຽມ, ນ້ຳໜັກເບົາ ແລະ ຍືດຫຍຸ່ນໄດ້ຫຼາຍຂຶ້ນ
- ສາຍໄຟພາຍໃນ ແລະ ສາຍຂົ້ວຂອງຫຸ່ນຍົນແມ່ນຜະລິດໂດຍຍີ່ຫໍ້ທີ່ມີຊື່ສຽງລະດັບໂລກຄື: DYEDEN, TAIYO, ຄືກັນກັບ ABB ແລະ Fanuc
- ຍີ່ຫໍ້ເຄື່ອງຄວບຄຸມ, ມໍເຕີ ແລະ ເຄື່ອງຫຼຸດຄວາມໄວອັນດັບຕົ້ນໆຂອງຈີນ.
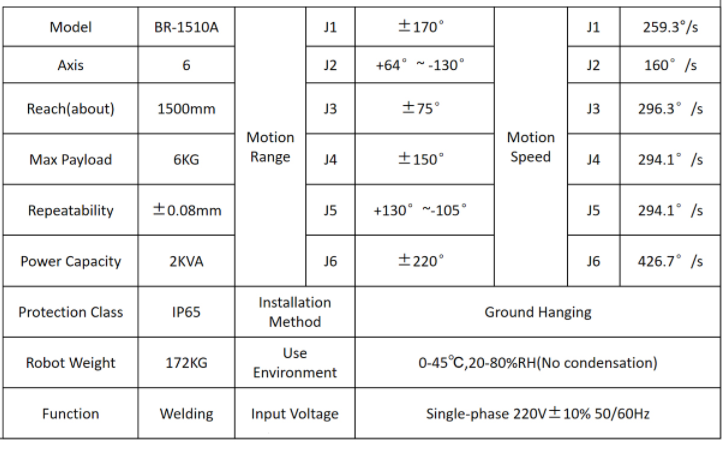
ພາລາມິເຕີຂອງຫຸ່ນຍົນເຊື່ອມ MIG BR-1510 ສະແດງໃຫ້ເຫັນດັ່ງລຸ່ມນີ້:
-JHY ລະບົບຄວບຄຸມຫຸ່ນຍົນເຊື່ອມໂລຫະ:

-ເຄື່ອງເຊື່ອມ:: Aotai NBC350RL
-
ມັນມີສາມຮູບແບບການເຊື່ອມ: ການກະແຈກກະຈາຍຕໍ່າ, ການເຊື່ອມຈຸດໄວ ແລະ ຄວາມດັນຄົງທີ່
- ມັນສາມາດຮັບຮູ້ການເຊື່ອມໂລຫະທີ່ສີດລົງຕໍ່າຫຼາຍຂອງເຫຼັກກາກບອນ 1 ~ 3 ມມ. ປະລິມານຂອງການເຊື່ອມໂລຫະຫຼຸດລົງ 60%;
- ການປ້ອນຂໍ້ມູນຄວາມຮ້ອນຫຼຸດລົງ 10% ~ 20%, ແລະການເຊື່ອມໂລຫະຂອງແຜ່ນບາງໆແມ່ນງ່າຍຕໍ່ການຄວບຄຸມແລະການຜິດຮູບແມ່ນນ້ອຍ;
- ລະບົບດິຈິຕອນຢ່າງເຕັມທີ່ຮັບຮູ້ການຄວບຄຸມທີ່ຊັດເຈນຂອງການຫັນປ່ຽນຢອດນ້ຳ ແລະ ບັນລຸຄຸນນະພາບການເຊື່ອມຢ່າງຕໍ່ເນື່ອງ ແລະ ໝັ້ນຄົງ;
- ເທັກໂນໂລຢີອິນເວີເຕີສະວິດເຊີແບບອ່ອນສາມາດປັບປຸງຄວາມໜ້າເຊື່ອຖືຂອງເຄື່ອງຈັກທັງໝົດ ແລະ ປະຫຍັດພະລັງງານ ແລະ ໄຟຟ້າ;
- ລະບົບຄວບຄຸມການປ້ອນສາຍໄຟທີ່ມີຄວາມແມ່ນຍໍາສູງແບບດິຈິຕອນຢ່າງເຕັມທີ່, ອຸປະກອນການປ້ອນສາຍໄຟຄວບຄຸມດິຈິຕອນຢ່າງເຕັມທີ່ສອງຂັບເຄື່ອນສອງແບບທາດພ້ອມດ້ວຍຕົວເຂົ້າລະຫັດສາມາດຮັບປະກັນຄວາມໝັ້ນຄົງຂອງການປ້ອນສາຍໄຟເຖິງແມ່ນວ່າປັດໄຈພາຍນອກເຊັ່ນ: ແຮງດັນໄຟຟ້າ ແລະ ຄວາມຕ້ານທານການປ້ອນສາຍໄຟຈະປ່ຽນແປງ.
-ໄຟສາຍເຊື່ອມ:
- ລະບາຍຄວາມຮ້ອນດ້ວຍອາກາດດ້ວຍອຸປະກອນຕ້ານການປະທະທີ່ມີຄວາມອ່ອນໄຫວສູງ, ຍືດອາຍຸການໃຊ້ງານຂອງໄຟສາຍໄດ້ຢ່າງຫຼວງຫຼາຍ
- ເຄື່ອງວາງຕຳແໜ່ງເຊື່ອມ ແລະ ລາງຍ່າງຫຸ່ນຍົນ
- ເຄື່ອງວາງຕຳແໜ່ງເຊື່ອມ 1 ແກນ, 2 ແກນ ແລະ 3 ແກນ ແມ່ນທາງເລືອກທີ່ຈະເລືອກ. ຂະໜາດນ້ຳໜັກບັນທຸກ ແລະ ຂະໜາດໂຕະເຮັດວຽກສາມາດປັບແຕ່ງໄດ້ຕາມຄວາມຕ້ອງການ.
- ລາງລົດໄຟຍ່າງຫຸ່ນຍົນສາມາດຜະລິດໄດ້ຕາມຄວາມຕ້ອງການຂອງລູກຄ້າ. ຄວາມຍາວ 3/6/9/12 ແມັດ. ນ້ຳໜັກບັນທຸກ: 500/1000 ກິໂລກຣາມ.
- ການບຳລຸງຮັກສາເຄື່ອງຈັກແມ່ນງ່າຍດາຍ ແລະ ງ່າຍຕໍ່ການໃຊ້ງານ, ແລະ ອາຍຸການໃຊ້ງານທີ່ອອກແບບມາແມ່ນຫຼາຍກວ່າ 10 ປີ
ການເອົາໃຈໃສ່ທຸກລາຍລະອຽດເຮັດໃຫ້ JHY Robot ດີຂຶ້ນ
ຂຽນຂໍ້ຄວາມຂອງທ່ານຢູ່ນີ້ ແລະ ສົ່ງມາໃຫ້ພວກເຮົາ




